丰捷服装生产平衡管理系统
《丰捷服装生产平衡管理系统》是专为服装工厂配套开发的专业软件,用于服装生产现场之工序分配、工序平衡和时间研究,是服装精益生产改善活动的重要工具。
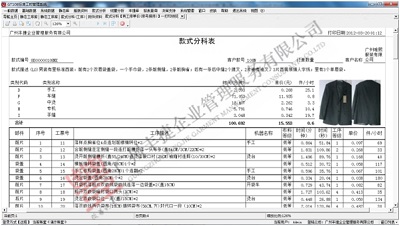
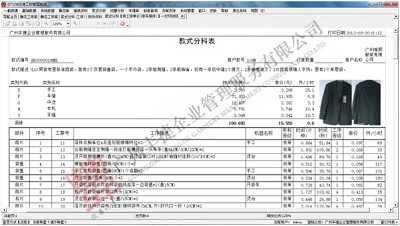
本系统是《丰捷GSD标准工时软件》和《丰捷GT108标准工时软件》的配套软件产品,可直接引用《GSD标准工时管理软件》和《丰捷GT108标准工时管理软件》之工序分科和标准工时,避免重复录入。
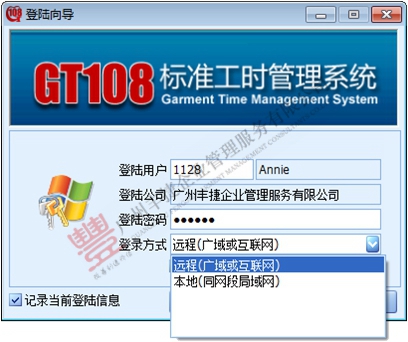
本系统适宜于已购买或同步购买《丰捷GSD标准工时管理系统》或《丰捷GT108标准工时系统》的服装生产企业。
研究表明,服装企业生产效率的高低主要由缝制工序的效率来确定,车间生产线的平衡是服装生产研究的关键内容。目前我国服装企业中,缝制工序的编制和设备的利用等主要都是凭经验、直观和感觉等进行估算,缺乏科学依据,往往导致缝制工序不平衡,劳动力和生产设备得不到充分利用,经常发生误工、误时现象。研究缝制工序的平衡方法,在提高流水线效率后,能减少企业的资源浪费,提高管理水平和经济效益,提高企业的竞争能力。服装生产线的平衡理论为缝制车间提供了平衡方法的理论依据。要研究工序平衡的方法首先要将成衣的整个缝制过程细化到最小工序单元,按照作业顺序编制工序,然后根据生产计划来确定流水线节拍。其次,利用生产线的平衡理论,对工序进行组合和调整,获得较为合理有效的工序流程并进行评价。{zh1}根据实际情况,在生产过程中随时进行调整,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性,不断改进,以获取更高的生产效率和经济效益。
1、
建立员工资料及员工技能分析,正确了解员工zys的、{zx1}的生产效率
,在进行员工工序分配的同时,才能更好的合理安排员工工序分配。人员配置预估效率:根据员工实际能力以GT时间为标准评估的效率 。
2、
工序分配的目的是为了,把合适的人做合适的工作,要做到平衡、公平、公正、公开、效果。通常工序分配都是组长凭经验、和感觉来进行工序分配,缺乏科学依据。工序平衡系统目前较先进化,在进行员工工序分配时都以流线化分配为原则,建立在员工技能有据可依前提下,结合标准时间,展开分配研究,制订科学可控的有效工作分配法。操作员工接受生产的范围可以作为最小的工序单元,工序的单元越小,工序平衡和改进越方便,工人操作越单一,但工序数量会增多,对生产而言,只有对生产服装尽可能列出简化的工序,才能使生产有序、合理化。在服装生产流水作业过程中,若工序的标准加工时间相同,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性。
3、 工序分配系统进行自动车位实际排布图,根据工序分配表,依场所大小及经济化传递,合理的利用现有空间排位,明确指示排位图上线外作业及整款流向
,统计生产线上所有机器数量,根据单件流为原则,直线型排位,不逆流、不交叉流、只能左右交叉传递,不可抛仍裁片、结合员工技能及理想分配,将工序安排入各制程中,且在工序组合时必须抓住重点,以时间平衡及流程顺畅为主,其它条件作为辅助的参考。方便不同类型的工序组合。确定各制程所需的机械及辅件(一个制程中最多不要超过两台机器)。
4、 进行工序平衡法、时间研究法,在大货正常生产5—10小时后,IE、组长、主管根据整组的生产流水情况,进行赛跑的原理,全组进行生产线平衡法《1、2、3测时》,根据各组员工实际测试时间,进行研究和分析,再进行员工工序分配,合理的进行组合、拆分、更换等事项,各制程时间须平衡,细化组合作业方法较类似的工序,便于员工技能发挥。
5、 开展时间研究及工序分配反馈,根据整组的123测时时间,IE人员把相关数据输入工序分配系统,员工的实际操作时间与标准时间分析并进行比对,可以清晰的了解到员工能的生产效率的真实行,工序平衡系统是服装界管理人员的管理宝典。
丰捷服装生产平衡管理系统
《丰捷服装生产平衡管理系统》是专为服装工厂配套开发的专业软件,用于服装生产现场之工序分配、工序平衡和时间研究,是服装精益生产改善活动的重要工具。
本系统是《丰捷GSD标准工时软件》和《丰捷GT108标准工时软件》的配套软件产品,可直接引用《GSD标准工时管理软件》和《丰捷GT108标准工时管理软件》之工序分科和标准工时,避免重复录入。
本系统适宜于已购买或同步购买《丰捷GSD标准工时管理系统》或《丰捷GT108标准工时系统》的服装生产企业。
研究表明,服装企业生产效率的高低主要由缝制工序的效率来确定,车间生产线的平衡是服装生产研究的关键内容。目前我国服装企业中,缝制工序的编制和设备的利用等主要都是凭经验、直观和感觉等进行估算,缺乏科学依据,往往导致缝制工序不平衡,劳动力和生产设备得不到充分利用,经常发生误工、误时现象。研究缝制工序的平衡方法,在提高流水线效率后,能减少企业的资源浪费,提高管理水平和经济效益,提高企业的竞争能力。服装生产线的平衡理论为缝制车间提供了平衡方法的理论依据。要研究工序平衡的方法首先要将成衣的整个缝制过程细化到最小工序单元,按照作业顺序编制工序,然后根据生产计划来确定流水线节拍。其次,利用生产线的平衡理论,对工序进行组合和调整,获得较为合理有效的工序流程并进行评价。{zh1}根据实际情况,在生产过程中随时进行调整,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性,不断改进,以获取更高的生产效率和经济效益。
1、
建立员工资料及员工技能分析,正确了解员工zys的、{zx1}的生产效率
,在进行员工工序分配的同时,才能更好的合理安排员工工序分配。人员配置预估效率:根据员工实际能力以GT时间为标准评估的效率 。
2、
工序分配的目的是为了,把合适的人做合适的工作,要做到平衡、公平、公正、公开、效果。通常工序分配都是组长凭经验、和感觉来进行工序分配,缺乏科学依据。工序平衡系统目前较先进化,在进行员工工序分配时都以流线化分配为原则,建立在员工技能有据可依前提下,结合标准时间,展开分配研究,制订科学可控的有效工作分配法。操作员工接受生产的范围可以作为最小的工序单元,工序的单元越小,工序平衡和改进越方便,工人操作越单一,但工序数量会增多,对生产而言,只有对生产服装尽可能列出简化的工序,才能使生产有序、合理化。在服装生产流水作业过程中,若工序的标准加工时间相同,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性。
3、 工序分配系统进行自动车位实际排布图,根据工序分配表,依场所大小及经济化传递,合理的利用现有空间排位,明确指示排位图上线外作业及整款流向
,统计生产线上所有机器数量,根据单件流为原则,直线型排位,不逆流、不交叉流、只能左右交叉传递,不可抛仍裁片、结合员工技能及理想分配,将工序安排入各制程中,且在工序组合时必须抓住重点,以时间平衡及流程顺畅为主,其它条件作为辅助的参考。方便不同类型的工序组合。确定各制程所需的机械及辅件(一个制程中最多不要超过两台机器)。
4、 进行工序平衡法、时间研究法,在大货正常生产5—10小时后,IE、组长、主管根据整组的生产流水情况,进行赛跑的原理,全组进行生产线平衡法《1、2、3测时》,根据各组员工实际测试时间,进行研究和分析,再进行员工工序分配,合理的进行组合、拆分、更换等事项,各制程时间须平衡,细化组合作业方法较类似的工序,便于员工技能发挥。
5、 开展时间研究及工序分配反馈,根据整组的123测时时间,IE人员把相关数据输入工序分配系统,员工的实际操作时间与标准时间分析并进行比对,可以清晰的了解到员工能的生产效率的真实行,工序平衡系统是服装界管理人员的管理宝典。
丰捷服装生产平衡管理系统
《丰捷服装生产平衡管理系统》是专为服装工厂配套开发的专业软件,用于服装生产现场之工序分配、工序平衡和时间研究,是服装精益生产改善活动的重要工具。
本系统是《丰捷GSD标准工时软件》和《丰捷GT108标准工时软件》的配套软件产品,可直接引用《GSD标准工时管理软件》和《丰捷GT108标准工时管理软件》之工序分科和标准工时,避免重复录入。
本系统适宜于已购买或同步购买《丰捷GSD标准工时管理系统》或《丰捷GT108标准工时系统》的服装生产企业。
研究表明,服装企业生产效率的高低主要由缝制工序的效率来确定,车间生产线的平衡是服装生产研究的关键内容。目前我国服装企业中,缝制工序的编制和设备的利用等主要都是凭经验、直观和感觉等进行估算,缺乏科学依据,往往导致缝制工序不平衡,劳动力和生产设备得不到充分利用,经常发生误工、误时现象。研究缝制工序的平衡方法,在提高流水线效率后,能减少企业的资源浪费,提高管理水平和经济效益,提高企业的竞争能力。服装生产线的平衡理论为缝制车间提供了平衡方法的理论依据。要研究工序平衡的方法首先要将成衣的整个缝制过程细化到最小工序单元,按照作业顺序编制工序,然后根据生产计划来确定流水线节拍。其次,利用生产线的平衡理论,对工序进行组合和调整,获得较为合理有效的工序流程并进行评价。{zh1}根据实际情况,在生产过程中随时进行调整,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性,不断改进,以获取更高的生产效率和经济效益。
1、
建立员工资料及员工技能分析,正确了解员工zys的、{zx1}的生产效率
,在进行员工工序分配的同时,才能更好的合理安排员工工序分配。人员配置预估效率:根据员工实际能力以GT时间为标准评估的效率 。
2、
工序分配的目的是为了,把合适的人做合适的工作,要做到平衡、公平、公正、公开、效果。通常工序分配都是组长凭经验、和感觉来进行工序分配,缺乏科学依据。工序平衡系统目前较先进化,在进行员工工序分配时都以流线化分配为原则,建立在员工技能有据可依前提下,结合标准时间,展开分配研究,制订科学可控的有效工作分配法。操作员工接受生产的范围可以作为最小的工序单元,工序的单元越小,工序平衡和改进越方便,工人操作越单一,但工序数量会增多,对生产而言,只有对生产服装尽可能列出简化的工序,才能使生产有序、合理化。在服装生产流水作业过程中,若工序的标准加工时间相同,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性。
3、 工序分配系统进行自动车位实际排布图,根据工序分配表,依场所大小及经济化传递,合理的利用现有空间排位,明确指示排位图上线外作业及整款流向
,统计生产线上所有机器数量,根据单件流为原则,直线型排位,不逆流、不交叉流、只能左右交叉传递,不可抛仍裁片、结合员工技能及理想分配,将工序安排入各制程中,且在工序组合时必须抓住重点,以时间平衡及流程顺畅为主,其它条件作为辅助的参考。方便不同类型的工序组合。确定各制程所需的机械及辅件(一个制程中最多不要超过两台机器)。
4、 进行工序平衡法、时间研究法,在大货正常生产5—10小时后,IE、组长、主管根据整组的生产流水情况,进行赛跑的原理,全组进行生产线平衡法《1、2、3测时》,根据各组员工实际测试时间,进行研究和分析,再进行员工工序分配,合理的进行组合、拆分、更换等事项,各制程时间须平衡,细化组合作业方法较类似的工序,便于员工技能发挥。
5、 开展时间研究及工序分配反馈,根据整组的123测时时间,IE人员把相关数据输入工序分配系统,员工的实际操作时间与标准时间分析并进行比对,可以清晰的了解到员工能的生产效率的真实行,工序平衡系统是服装界管理人员的管理宝典。
丰捷服装生产平衡管理系统
《丰捷服装生产平衡管理系统》是专为服装工厂配套开发的专业软件,用于服装生产现场之工序分配、工序平衡和时间研究,是服装精益生产改善活动的重要工具。
本系统是《丰捷GSD标准工时软件》和《丰捷GT108标准工时软件》的配套软件产品,可直接引用《GSD标准工时管理软件》和《丰捷GT108标准工时管理软件》之工序分科和标准工时,避免重复录入。
本系统适宜于已购买或同步购买《丰捷GSD标准工时管理系统》或《丰捷GT108标准工时系统》的服装生产企业。
研究表明,服装企业生产效率的高低主要由缝制工序的效率来确定,车间生产线的平衡是服装生产研究的关键内容。目前我国服装企业中,缝制工序的编制和设备的利用等主要都是凭经验、直观和感觉等进行估算,缺乏科学依据,往往导致缝制工序不平衡,劳动力和生产设备得不到充分利用,经常发生误工、误时现象。研究缝制工序的平衡方法,在提高流水线效率后,能减少企业的资源浪费,提高管理水平和经济效益,提高企业的竞争能力。服装生产线的平衡理论为缝制车间提供了平衡方法的理论依据。要研究工序平衡的方法首先要将成衣的整个缝制过程细化到最小工序单元,按照作业顺序编制工序,然后根据生产计划来确定流水线节拍。其次,利用生产线的平衡理论,对工序进行组合和调整,获得较为合理有效的工序流程并进行评价。{zh1}根据实际情况,在生产过程中随时进行调整,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性,不断改进,以获取更高的生产效率和经济效益。
1、
建立员工资料及员工技能分析,正确了解员工zys的、{zx1}的生产效率
,在进行员工工序分配的同时,才能更好的合理安排员工工序分配。人员配置预估效率:根据员工实际能力以GT时间为标准评估的效率 。
2、
工序分配的目的是为了,把合适的人做合适的工作,要做到平衡、公平、公正、公开、效果。通常工序分配都是组长凭经验、和感觉来进行工序分配,缺乏科学依据。工序平衡系统目前较先进化,在进行员工工序分配时都以流线化分配为原则,建立在员工技能有据可依前提下,结合标准时间,展开分配研究,制订科学可控的有效工作分配法。操作员工接受生产的范围可以作为最小的工序单元,工序的单元越小,工序平衡和改进越方便,工人操作越单一,但工序数量会增多,对生产而言,只有对生产服装尽可能列出简化的工序,才能使生产有序、合理化。在服装生产流水作业过程中,若工序的标准加工时间相同,则工序与工序之间就不会出现停工等待现象,使生产具有连贯性。
3、 工序分配系统进行自动车位实际排布图,根据工序分配表,依场所大小及经济化传递,合理的利用现有空间排位,明确指示排位图上线外作业及整款流向
,统计生产线上所有机器数量,根据单件流为原则,直线型排位,不逆流、不交叉流、只能左右交叉传递,不可抛仍裁片、结合员工技能及理想分配,将工序安排入各制程中,且在工序组合时必须抓住重点,以时间平衡及流程顺畅为主,其它条件作为辅助的参考。方便不同类型的工序组合。确定各制程所需的机械及辅件(一个制程中最多不要超过两台机器)。
4、 进行工序平衡法、时间研究法,在大货正常生产5—10小时后,IE、组长、主管根据整组的生产流水情况,进行赛跑的原理,全组进行生产线平衡法《1、2、3测时》,根据各组员工实际测试时间,进行研究和分析,再进行员工工序分配,合理的进行组合、拆分、更换等事项,各制程时间须平衡,细化组合作业方法较类似的工序,便于员工技能发挥。
5、 开展时间研究及工序分配反馈,根据整组的123测时时间,IE人员把相关数据输入工序分配系统,员工的实际操作时间与标准时间分析并进行比对,可以清晰的了解到员工能的生产效率的真实行,工序平衡系统是服装界管理人员的管理宝典。