搜产品
搜企业
客服电话:400-000-8722



机床导轨淬火设备国韵电子加热设备厂生产 相关信息由 郑州国韵电子技术有限公司销售总部:金红来13838090751 吕玉立13623802530提供。如需了解更详细的 机床导轨淬火设备国韵电子加热设备厂生产 的信息,请点击 https://www.qiyeku.com/b2b/guoyun999.html 查看 郑州国韵电子技术有限公司销售总部:金红来13838090751 吕玉立13623802530 的详细联系方式。
主要技术参数:
型 号:WH-VIII-120
输入功率:120KW
输入电压:三相380V 50-60hz
振荡频率: 20-35KHZ
设备突出优点:
1、设备频率可根据用户所加工工件要求,一般为25-35KHz,适宜淬硬层为1-3mm,淬硬层适中。硬度符合要求,变形量小。
2、材料为HT200-HT300时,硬度为HRC45-53。
3、速度比中频快1/3。
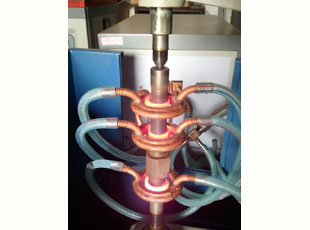
4、感应器做工精细,根据用户导轨横截面结构,设计制作专用感应器,若导轨面过宽,感应器做成单边淬,若导轨面在450以内,可双边一次淬成。
5、感应器与导轨面之间的间隙采用导轮定位控制,避免感应器与床面之间接触打火,间隙始终保持一致、温度均匀、硬度一致。
6、采用德国西门子公司生产的IGBT为核心元器件,不用老式可控硅,效率比老式可控硅中频提高20%-30%,节电20%-30%。
7、本设备为串联谐振拓扑电路,感应器为隔离悬浮安全电压。
8、本设备采用国际{zxj}的PWM控制,进网侧不用电抗器,不用前级调功可控硅。
9、本设备设有全面的闭环保护,保护速度为纳秒级:(1/1000000秒级)保证本设备主电路正常工作,主要元器件不损坏。
10、本设备设有全面的保护电路。如水温、水压、电压、电流、缺相等,确保设备正常工作。
关于机床导轨淬火后的变形量的探讨
关于机床导轨淬火后的变形量因素比较多,目前还没有一个比较准确的计算淬火后的变形量的方法 。主要由以下几个方面原因组成:
1、机床本身的结构以及尺寸有很大的影响,如太原机床厂,生产单床及单臂龙门刨,短床身由于结构的因素变形比长床身变形量还要大。
2、频率方面的因素:
中频的频率为4KHZ左右, 因此中频的透热深度及热影响区较深,由于导轨属于板条状材料,单边加热,必然会产生收缩应力变形,中频的变形量要远大于新型超音频,
新型超音频的频率为30KHZ左右,比老式中频的频率高出六倍左右,由于透热深度的原因,超音频在导轨表面的单位面积(或体积)上的功率密度更集中,因此,加热速度比中频快,又减小了变形量;
3、电路方面的原因:
中频采用振荡元器件为国产可控硅,可控硅中频为并联谐振(电流谐振),它的电能转换为热能的利用率为63%;
新型超音频设备为串联谐振(电压谐振),谐振电压较高,电路为前级不可控整流,不存在导通角的问题,控制电路采用锁相环和频率跟踪,功率因数在95%以上,保证了谐振输出的{gx}率。并且核心元器件为德国西门子公司生产的IGBT,它的电能转换为热能的利用率为93%,损耗小,加热速度快,效率提高。
4、 导磁体方面的原因:
中频用硅钢片作导磁体,超音频用锰锌铁氧体作导磁体,铁氧体的磁导率u远比硅钢片高,这又从另一方面增加了导轨表面淬火的功率密度,同时减小了变形量;
5、导轨自身因素:
针对有些客户提出的问题,我公司咨询了我们的客户,建议机床导轨坯件需经自然或人工时效(去除应力), 导轨加工后淬火,淬火后的工件需经过10天左右的自然时效(去除应力),再进行精磨,这时候的变形量几乎为零。
6、工艺因素:加热功率、淬火硬度、冷却液的温度等因素。
综上所述:目前导轨感应淬火,有三种设备可以选择:
(1)、高频:淬硬层太浅0.5-0.8,不耐磨,降低床身使用寿命;
(2)、中频:淬硬层太深3-5,变形量大造成磨削量大;
(3)、超音频:淬硬层1-2.2,变形最小,磨削量小,是这三种设备中最合适的选择。
我公司生产的机床导轨淬火专用设备用于龙门刨、龙门铣床、镗床等场合领域都有,还没有用户提出变形超限的问题。
销售经理:金经理 13838090751
电 话:0371-67980973
技术支持:13623802530
传 真:0371-67982657
网 址:http://.
邮 箱:lvyuli2009@
地 址:郑州市高新开发区长椿路11号国家大学科技园Y9号楼